Grinding machine with
driven overarm
Over the summer of 2005, I modified the small grinding machine to have
a driven
overarm, and it is geared down from the turntable drive by about
14.5:1. This is similar to the mirror-o-matic machines, but it is
built with good quality bearings and there is little slop in the
machine (and none in the turntable).
The machine was refitted with a new turntable, a 14"-diameter aluminum
disk 1" thick. This provides an extremely flat surface for
mirrors to sit on, and it is quite true to the 1" turntable
shaft. This helps reduce potential problems. This
machine has the capacity to grind and polish up to 13" mirrors, maybe
even 14". As this is written, I am working on two thin 13"
mirrors, old Coulter blanks, one plate, one Pyrex.
I also geared down the turntable so it only runs at about 75 RPM at its
fastest. Here is a large (17 MB - BEWARE) video of the machine in
action, polishing a 13.1" mirror at about 50 RPM (turntable
speed). This is a "rough polish", or a polishing process to
remove pits. The mirror, being quite thin, is rotated on the
turntable every 20 minutes or so. The surface is kept quite wet
with Cerium, as any drying could lead to seizing and disaster.
Note the very slow side-to side movement of the overarm.
Small Grinding Machine (before
driven overarm)
Well, I decided to work on two classical Cassegrains recently (Sept.
2004). The first
Cassegrain belongs to the Champaign-Urbana
Astronomical Society, and was completed back in 1992. It was
necessary to make a new secondary, which is 5" in diameter. The
other Cassegrain is my own, and Mike Conron gave me the primary (12.5"
F/4.2) after I supervised the figuring of the 30" F/3.8 primary.
This one needed a new secondary, as I wanted F/12.5. This would
be 4" in diameter. (I'll have a page for this scope later on.)
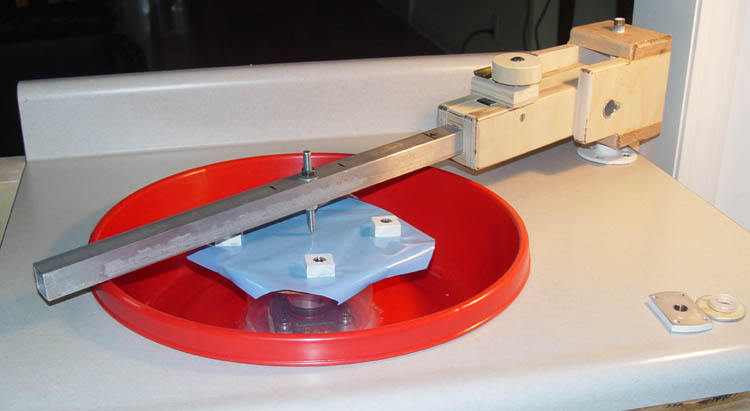
So, to speed up the grinding process and make it enjoyable, I built my
first machine, which is basically a variable speed turntable or
spindle, as shown below. Here's a picture of the top of the
machine, showing some blanks ready for grinding, and a view showing the
motor in its mount. Perhaps the most important feature is the
ability for me to sit with my legs under the machine, on either side of
the motor housing. I can sit and grind and watch TV for hours
with no fatigue. This machine is intended for hand grinding and
figuring of mirrors 12" in diameter and under. I will add a
manual overarm at some point when I need it.


The red tub is an animal water/food dish obtained at Farm & Fleet
for <$4. It's heavy plastic. A hole was cut in the
bottom to accommodate the flange bearing that the turntable shaft goes
through. The cylindrical plastic portion of a 100-CD package was
glued to the bottom with aquarium cememt, preventing any liquid or grit
from getting to the bearing. When the turntable is removed, the
tub can be lifted out and rinsed.
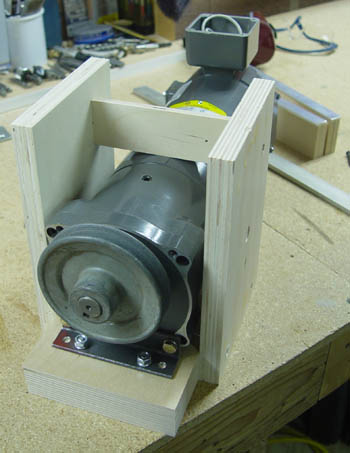
The motor is a 1/3 HP Baldor DC, with 10:1 gear reduction. Output
is 175 RPM at 90 VDC. The motor/reducer is shown below hooked up
to my homemade speed control, which consists of an on/off switch and
indicator light, a 5A variac, a 10A full-bridge recrifier, and a DPDT
swittch (for reversing). It's all housed in a plastic 6"x6"
weatherproof enclosure. Total cost for the controller was $20,
and the motor was Ebayed (new) for $60 shipped. Speed is variable
from 0 to 175+ RPM simply by turning the knob.

The motor turns the turntable shaft, and they are linked by a
belt. The main shaft is shown below, in the upside-down
housing. A flange bearing is on the top of the housing (under the
plywood, out of sight). The pulley is just below the plywood,
followed by a pillow block bearing, a locking collar, and a thrust
bearing to handle any vertical loads. The motor is bolted into
its wooden mounting with some angle iron, and is kept from tipping by
inserting a block of wood. This assembly slides into the housing
at left, with the pulley lined up with the pulley on the turntable
shaft. The motor mount can slide on some aluminum (seen behind
the motor mount) to adjust belt tension, and is locked in place by
tightening some knobs (I need to get a picture of that).

Lastly, the top of the machine is a braced countertop. The motor
and shaft in the housing are simply screwed to it. Here's a
picture of the bracing being glued to the countertop.

Overall, the machine works very well. I have been fine grinding
with the part beneath turning at 120 RPM and even a bit more. One
only needs to be careful when trying to change the ROC with 25 micron
abrasive, as the asphericity generated can make the pieces grab a
bit. Also, adding abrasive slurry should be done at a slower
speed, as this may also cause the parts to grab for a short time.
You can bring the speed back up after the abrasive is distributed
uniformly. Grinding goes quite quickly at these speeds, and you
can really hear the high-pitched whine of the abrasive (usually
MicroGrit) scraping away the pits. About an hour at 25 micron
(after 220 grit) is providing a wonderfully ground surface free of
larger pits. 12 and 5 micron should take less time.
Pictures of the progress on the Cassegrain secondaries can be seen here.
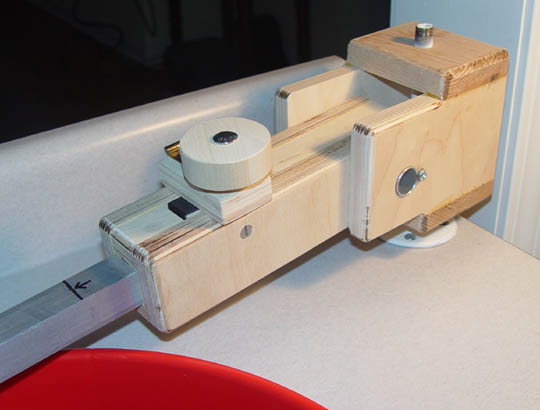
A manual overarm was added to the machine, to make polishing
even easier. Here are pictures of the post for the overarm and
the entire assembly, ready for grinding/polishing.

Finally, here is a closeup of the hinge assembly and the offset
adjustment knob, which when loosened allows the square aluminum tubing
to slide in an out of the wooden assembly by about 4 inches. This
allows offset adjustment. Later on I'll drill other holes in the
tubing to allow the point to be moved, thus allowing even a greater
range of adjustment of the offset. The last photo is the arm in
the raised position.