August 13,
2011: Why
you should look at the back of a mirror
The back of a mirror is often neglected, and that can lead to trouble.
Some
manufacturers take for granted that the back of the blank is
Blanchard ground flat or to a figure of revolution shape when it comes
from the glass
supplier.
However, this is usually not the case in my experience. The
grinder
may not be perfect, or possibly the glass was annealed after machining
resulting in a minor change in the shape of the glass as stress was
released or the glass sagged in the kiln.
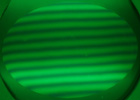
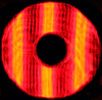
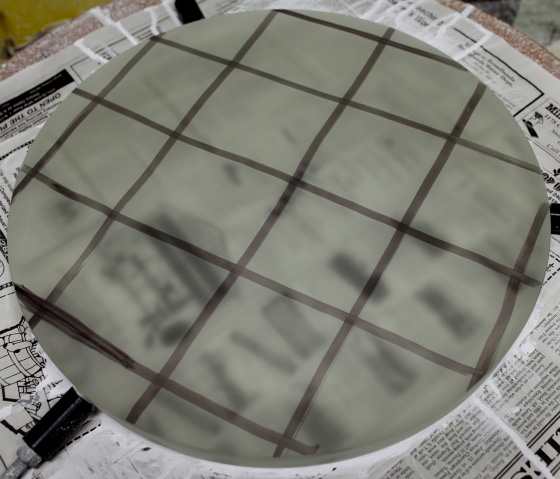
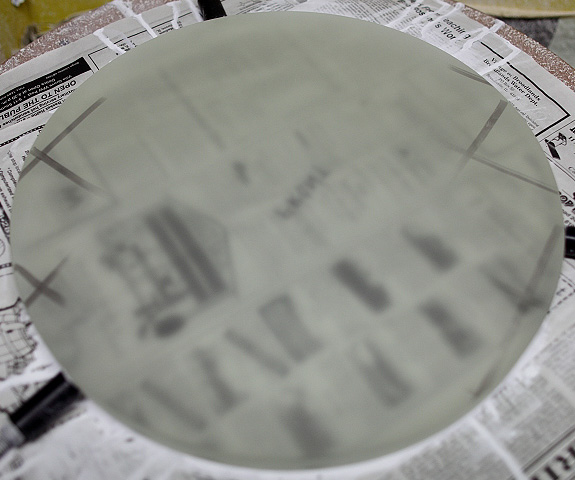
Take, for
example, the 16" mirror blank in the images below. The first
image (left) shows a grid of marker lines that I drew on the back to
observe
areas that had ground. The second image (right) shows the
mirror after
some grinding. Clearly the back of the mirror had a saddle
shape,
and it is being ground away.
A
mirror with an irregular
back shape has a greater chance of being ground or polished to an
astigmatic
shape, especially in the case of a thin blank like this one.
So,
I always grind the back of thin mirrors to be sure that they are
figures of revolution. The mirror back may be slightly
concave,
flat, or convex, so long as it is the same shape across any diameter.
Typically
I grind down to 12 to 5 micron grit to get a nice surface finish.
This grind is not as long as the grind for the front surface
where larger pits will cause later problems. A few large pits
are
no big deal on the back.
I also grind the backs of most of the larger, thicker,
high-precision telescope mirrors that I make so that they will slide
more easily on the mirror cell support points, lessening
stiction/friction and "pull" on the
glass and allowing the cell to perform as it should.
I don't
usually grind the back of mirrors that come in for minor refiguring, as
this could affect the figure of the front and could dramatically
increase the price of the refiguring. I also may not grind
the
back of mirrors that have larger or "looser" tolerances specified,
because it is unnecessary for the mirror to meet the specification.
How
do you tell if the back of a mirror has been ground? You look
for
the lack of a pattern - if you see faint or obvious lines or arcs
in the surface and it appears to have been machined in some way (not
shiny or very rough), these are probably
the marks left by Blanchard grinding. Grinding with abrasives
will leave no lines. For properly fine ground
surfaces, the
surface texture will be so fine that you can't really see the pits with
the naked eye.
So,
the first step to a good optical surface in my shop is usually to take
care that the opposite surface is properly prepared. These
details are very important in the manufacture of high-quality mirrors.
Please check back for future installements of "In
the Shop".
Mike
Lockwood
Lockwood Custom Optics